
1/43 ジョーダンヤマハ192 ホワイトメタルの鋳造
目次
耐熱シリコンでホワイトメタルの鋳造を行うが・・・・

レジンキャストで上手く行った方法で、耐熱シリコン型を作成。これで上手く行くと思って、簡単に考えていましたが、この考えは見事に打ち砕かれます。

ホームセンターで購入したミニ卵焼きフライパンをガスコンロで熱します。ガスコンロは安全装置が付いていて、一定の温度に上昇すると自動的に火が消えます。これでは十分にホワイトメタルの温度が上がらないので、キッチンペーパーを水で濡らして、1つのコンロで安全装置が働いたら、もう一つのコンロで熱し、安全装置が働いたコンロの安全装置を濡らしたキッチンペーパーで冷やして、加熱を続けます。

加熱を始めて数分するとホワイトメタルが解け始めます。これと並行して、シリコン型を電子レンジで加熱します。常温のままりシリコン型にホワイトメタルを流し込むと一気に冷えてしままって、十分に回らないと考えたからです。

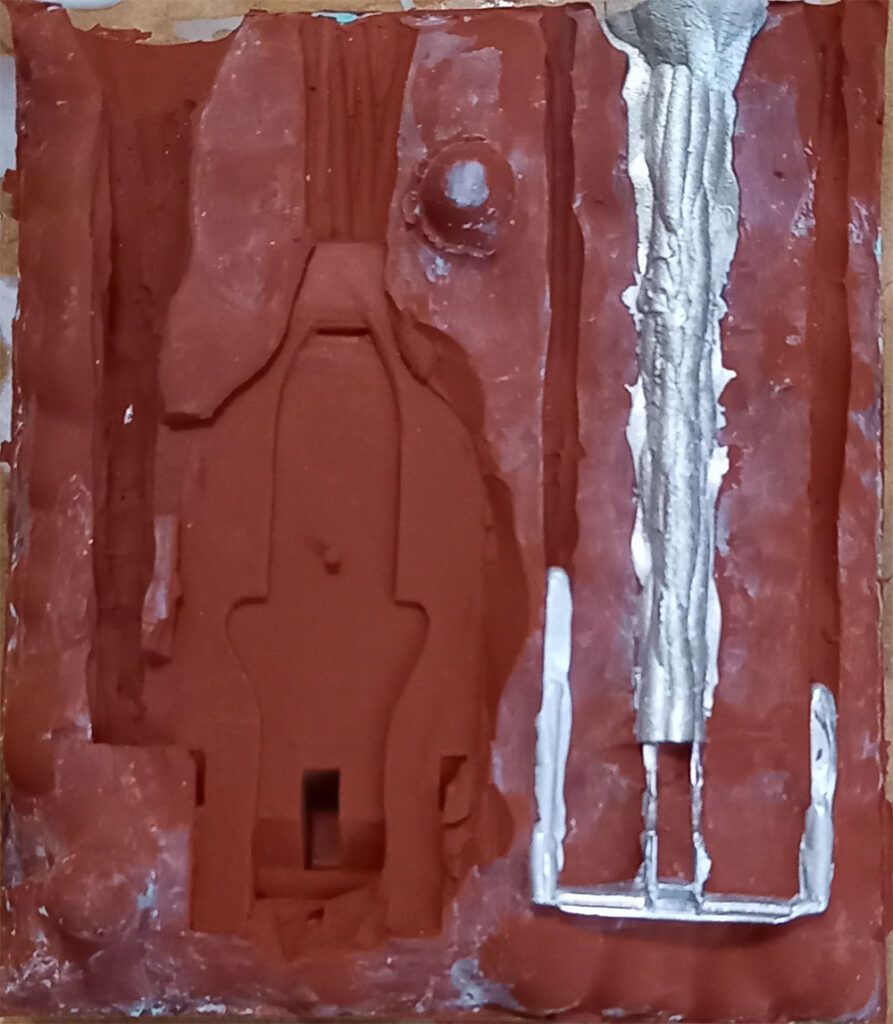
画像のようにシリコン型を板で挟み、輪ゴムで固定して、ホワイトメタルを流し込みました。

輪ゴムで固定した状態だと、レジンキャストでは問題無かったのに、ホワイトメタルの重さでシリコン型を押し開けられて、本来型を取りたい部分の横にホワイトメタルがはみ出してしまいます。
さらに、多くのパーツを一度に作ろうとしても、レジンキャストでは十分に湯が回ったのに、ホワイトメタルでは回り切らない現象が発生して、見事に失敗です。
色々試行錯誤するが、まだ上手く行きません
パーツを1つ1つ別々にホワイトメタルを流し込むようにシリコン型を作り直し、シリコン型は板で挟み、クランプで固定するようにしましたが、比較的、厚みのあるパーツは上手く行きますが、薄いパーツは十分に湯が流れません。
アルミホイルを型の間に挟んで流し込み成功

何度やっても上手く行かなかったフロントウイングが何とかなりました。
型の間にアルミホイルを挟んで、ほんの僅かに隙間を作って湯が流れ易いようにしました。作成する時には、アルミホイルほ挟んだ分の厚みを削らないといけませんが、何とか先に進むことが出来そうです。
ピューターに変えたら回った

今までホワイトメタル(9種)を使っていたのですが、なかなか湯が回らないので、低温で融解するピューターを使用してみました。これまで使っていたホワイトメタルよりも真鍮が多いのか、ゴールドっぽい色で、ピューターを使用すると見事に湯が回るのですが、ホワイトメタル(9種)だと、固まってから、型取りした物だけがポロッと取れるのですが、ピューターは粘りが強く、ポロッと取れない。一長一短があって難しい。
ホワイトメタルでも融解温度が低い6種を使って見るか。
小さいパーツはレジンで複製

小さいパーツはホワイトメタルでは回らないので、レジンキャストで複製。欠けている部分はパテで修復する。
やっとフロントウィングとリアウイングステーが出来た

フロントウイングがどうしてもホワイトメタルが回らなかったので、元のウイングの裏にテープを貼って、厚みを嵩増しして、型を取って鋳造。ホワイトメタルも融解温度の低い6種に変更(元は9種を使用)。流し込みも下から上に回り込む方法から、上から下へ流して、そのまま下へ空気を抜く方法にしてやっと鋳造が出来ました。残りの難題はリアウイングステーと一番下のウイングが一体になったパーツのみです。多分、アンダーパネルとボディはそんなに難しく無いだろうと予想しています。
ホワイトメタルで鋳造する時は、レジンのようなサラサラな物質では無いので、流し込んでも同じ高さまで上がらないので、投入口からかなり下に型を取る部分を作る。薄いパーツの場合は、投入して下から上がるようにして型を取るのは難しいのでは無いかと思いました。上からホワイトメタルを投入して、下に空気を逃がす方法でようやく成功しました。ただ、アンダーフロアは型は取れたのですが、表面がボコボコになってしまい、パテで修正すれば使えると思いますが、もう少し色々試して見ます。
シリコンの節約

ホワイトメタルが上手く回らないなど、シリコン型を作っても失敗することもあり、使えなくなってしまったシリコン型を刻んで、次の型取りに再利用します。最初から厚く重ねず、最初はシリコンのみで原型と粘土に密着させます。今回は50gを先に入れて、固まった後に刻んだシリコンを薄く乗せて、その上から、50gのシリコンを流し込みました。50gでは刻んだシリコンが完全に埋まらないので、再度50gを入れる予定です。
投入口を長くして表面のボコボコを回避
ホワイトメタルの表面のボコボコはホワイトメタルの温度が高過ぎるのが原因との情報を得たので、ホワイトメタルの投入口を長くして、温度を下げるようにしました。結果、表面のボコボコはかなり落ち着きました。さらに、組み上がった時の車高を保つために、アンダーフロアの下にテープを貼って、高さを確保しました。
遠心鋳造を試して見る
ネットてで色々調べて見ると遠心鋳造と言うのがあるらしい。鋳型に流し込んだホワイトメタルを遠心力で、隅々まで行き渡らせるらしい。
これまで行って来た、重力鋳造では、地球の引力だけに頼って鋳型に注入するので、ホワイトメタルの表面張力によって、隅々までホワイトメタルが行き渡らないらしい。
実際に行うには専用の機械が必要なようですが、綿のトートバックにクランプしたシリコン型を入れて、ホワイトメタルを流し込み、フブンブン振り回せば遠心鋳造になるのではないかと考えました。
結局、業者に発注

結局、業者に発注して、ホワイトメタルの鋳造をしてもらいました。思っていたよりも安く作れました。ホワテトメタルの鋳造は株式会社キャストにお願いしました。